高炉风机作为高炉的心脏设备,在现场装配中有很高的技术要求。在风机现场施工中,滑动轴承装配如果处理不当,轻者会造成机组振动,严重时会带来烧瓦,破坏转子平衡。
笔者一直负责高炉风机的现场施工工作,结合西安交通大学赛尔机泵有限公司在我公司2003年度施工D2100离心鼓风机设备情况,总结了有关滑动轴承装配方面的问题和经验,供有关同行参考。
2 机组滑动轴承情况
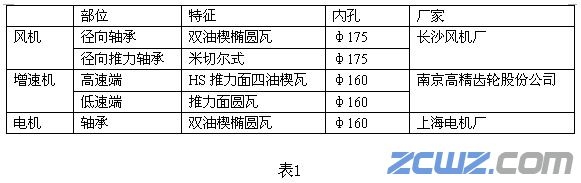
机组滑动轴承的结构尺寸见表1:
3 滑动轴承相关装配要求
3.1 滑动轴承座的装配要求
轴承座与设备底板间用销子定位,连接螺栓必须把紧,使其接触均匀,接触面积应达75%,固定牢靠,设备运转时,不容许轴承座发生相对位移。在设备找正后,打上固定定位销。
特别强调的是应将电机轴承座上的钢质定位销换成硬质尼龙绝缘定位销,以防设备运转中产生的轴电流灼伤轴瓦合金面。
考虑热膨胀因素,风机进气端加单垫双螺母压紧,出气端加双垫双螺母紧固到轴承座与设备底座只有0.05~0.10mm的间隙为止。
3.2轴瓦和轴承座同轴度装配要求
用刮刀或油石将下轴瓦瓦背和轴承座配合面的毛刺和锈垢打磨光。还要通过着色法来检查接触情况(当设备运转时,轴瓦直径过小,轴瓦就会在轴承座内颤动;轴瓦直径过大,强行压入,就会使轴瓦产生变形)。
风机的瓦背一般为圆柱面,下瓦体有3个调整垫,上瓦体有1个调整垫。必要时,通过调整瓦背的调整垫片来保证固定衬板接触均匀,接触面积不少于75%。
电机瓦和增速器为不带调整垫的圆柱面,靠机加工保证,如果同轴度在0.10mm之内,现场就能通过瓦衬刮研处理,否则需更换备件。
瓦背如果是球面,现场检查时接触面应不小于60%。
轴瓦的止口与轴承座必须配合很紧,以防轴瓦在轴承座内轴向窜动。
上下轴瓦合并放入轴承座,装入定位销,要求中分面处不容许有漏缝和内圆错口,防转销牢固可靠。
3.3 轴瓦的直径间隙测量方法
轴瓦的直径间隙测量采用压铅丝法、抬轴法、直径比较法和塞尺法。
轴瓦的侧隙测量方法一般用塞尺法,塞尺塞入间隙中的长度不小于轴颈直径的1/4。
圆瓦直径间隙取~2‰d,侧隙取 ~1‰d。椭圆瓦直径间隙取(1~1.5)‰d,侧隙取(2~3)‰d。风机轴径d=175mm时,直径间隙为0.27mm,侧隙为0.40mm。
3.4风机转子推力间隙的测量
一般采用推轴法测量风机转子推力间隙。风机轴位移推力间隙取(1.8~3)‰d,当d=175mm时,推力间隙为0.30~0.50mm。
3.5 长轴瓦在轴承座内的过盈
圆柱瓦背轴承必须有0.02~0.06mm的过盈量;球面瓦背必须有0.02~0.04mm的过盈量。可通过压铅丝法测量其过盈量。轴承压盖过盈测量时,垫片取0.2~0.4mm的铜皮,铅丝直径比垫片厚度大0.2~0.3mm为好。
3.6 轴瓦衬的刮研
采用红丹法检查轴颈在瓦衬内的接触情况。对于圆瓦和椭圆瓦,底部接触角60°范围内,轴向全长与轴颈之间1cm2内接触点至少有1~2个,而且要侧间隙达到要求。增速器HS推力面四油楔瓦原则上不要刮研。
粗刮要点:刮刀呈正前角;细刮要点:刮刀呈较小的负前角;精刮要点:刮刀呈较大的负前角。
精刮刮花要点:刀迹与孔中心线成45°,且每遍的刀迹应垂直交叉,使研点清楚不成条状,并应控制精刮刮刀和孔面的接触位置及刮削压力,以防产生撕痕。
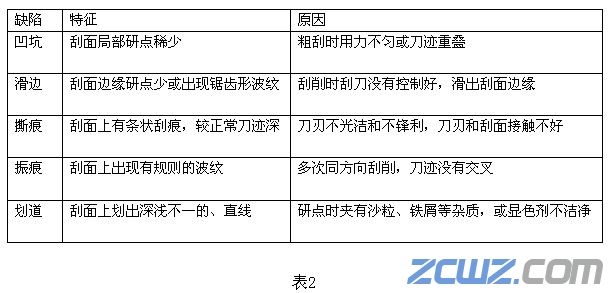
刮研常见缺陷见表2。
高炉鼓风机滑动轴承的装配
--------------------------------------------------------------------------------
作者:张海庆 (河南济源钢铁公司)
摘 要:介绍了D2100离心风机的装配情况。根据各部分的装配要求,结合具体实施方法,总结出了装配滑动轴承的经验和要点。
关键词:离心式鼓风机;轴承;装配
1 引言
高炉风机作为高炉的心脏设备,在现场装配中有很高的技术要求。在风机现场施工中,滑动轴承装配如果处理不当,轻者会造成机组振动,严重时会带来烧瓦,破坏转子平衡。
笔者一直负责高炉风机的现场施工工作,结合西安交通大学赛尔机泵有限公司在我公司2003年度施工D2100离心鼓风机设备情况,总结了有关滑动轴承装配方面的问题和经验,供有关同行参考。
2 机组滑动轴承情况
机组滑动轴承的结构尺寸见表1:
3 滑动轴承相关装配要求
3.1 滑动轴承座的装配要求
轴承座与设备底板间用销子定位,连接螺栓必须把紧,使其接触均匀,接触面积应达75%,固定牢靠,设备运转时,不容许轴承座发生相对位移。在设备找正后,打上固定定位销。
特别强调的是应将电机轴承座上的钢质定位销换成硬质尼龙绝缘定位销,以防设备运转中产生的轴电流灼伤轴瓦合金面。
考虑热膨胀因素,风机进气端加单垫双螺母压紧,出气端加双垫双螺母紧固到轴承座与设备底座只有0.05~0.10mm的间隙为止。
3.2轴瓦和轴承座同轴度装配要求
用刮刀或油石将下轴瓦瓦背和轴承座配合面的毛刺和锈垢打磨光。还要通过着色法来检查接触情况(当设备运转时,轴瓦直径过小,轴瓦就会在轴承座内颤动;轴瓦直径过大,强行压入,就会使轴瓦产生变形)。
风机的瓦背一般为圆柱面,下瓦体有3个调整垫,上瓦体有1个调整垫。必要时,通过调整瓦背的调整垫片来保证固定衬板接触均匀,接触面积不少于75%。
电机瓦和增速器为不带调整垫的圆柱面,靠机加工保证,如果同轴度在0.10mm之内,现场就能通过瓦衬刮研处理,否则需更换备件。
瓦背如果是球面,现场检查时接触面应不小于60%。
轴瓦的止口与轴承座必须配合很紧,以防轴瓦在轴承座内轴向窜动。
上下轴瓦合并放入轴承座,装入定位销,要求中分面处不容许有漏缝和内圆错口,防转销牢固可靠。
3.3 轴瓦的直径间隙测量方法
轴瓦的直径间隙测量采用压铅丝法、抬轴法、直径比较法和塞尺法。
轴瓦的侧隙测量方法一般用塞尺法,塞尺塞入间隙中的长度不小于轴颈直径的1/4。
圆瓦直径间隙取~2‰d,侧隙取 ~1‰d。椭圆瓦直径间隙取(1~1.5)‰d,侧隙取(2~3)‰d。风机轴径d=175mm时,直径间隙为0.27mm,侧隙为0.40mm。
3.4风机转子推力间隙的测量
一般采用推轴法测量风机转子推力间隙。风机轴位移推力间隙取(1.8~3)‰d,当d=175mm时,推力间隙为0.30~0.50mm。
3.5 长轴瓦在轴承座内的过盈
圆柱瓦背轴承必须有0.02~0.06mm的过盈量;球面瓦背必须有0.02~0.04mm的过盈量。可通过压铅丝法测量其过盈量。轴承压盖过盈测量时,垫片取0.2~0.4mm的铜皮,铅丝直径比垫片厚度大0.2~0.3mm为好。
3.6 轴瓦衬的刮研
采用红丹法检查轴颈在瓦衬内的接触情况。对于圆瓦和椭圆瓦,底部接触角60°范围内,轴向全长与轴颈之间1cm2内接触点至少有1~2个,而且要侧间隙达到要求。增速器HS推力面四油楔瓦原则上不要刮研。
粗刮要点:刮刀呈正前角;细刮要点:刮刀呈较小的负前角;精刮要点:刮刀呈较大的负前角。
精刮刮花要点:刀迹与孔中心线成45°,且每遍的刀迹应垂直交叉,使研点清楚不成条状,并应控制精刮刮刀和孔面的接触位置及刮削压力,以防产生撕痕。
刮研常见缺陷见表2。
4 总结
(1)在装配中,滑动轴承的所有零件,只允许轴颈和瓦衬之间发生滑动运动。禁止轴瓦随着蠕动和轴承座发生相对滑动。
(2)所有零件和油孔必须处理干净。





