轴承套圈是轴承组成零件中重要部分之一,其轴承使用过程中,轴承套圈开裂、断裂是常见的一种损坏形式,有些轴承在早期使用过程中套圈就进行开裂,有的轴承在使用过程中因为疲劳而断裂,下面中华轴承网(简称:华轴网)根据对轴承知识的了解,来分享出日常生活中,我们常见到一些轴承套圈开裂宏观形貌图,以及分析开裂的真正的原因。
1、深沟球轴承外圈开裂宏观形貌图及原因
如下图1,轴承断裂宏观形貌图,轴承外圈发生断裂,断面基本垂直于表面,如图1中的箭头所指,断面起始于图中滚道右侧的外内径下表面,向外表面并向左侧快速扩展至断裂。轴承外圈断口没有明显的塑性变形,呈脆性的断裂特征,如图2所示。

图1断裂轴承形貌(箭头所示为断裂位置)
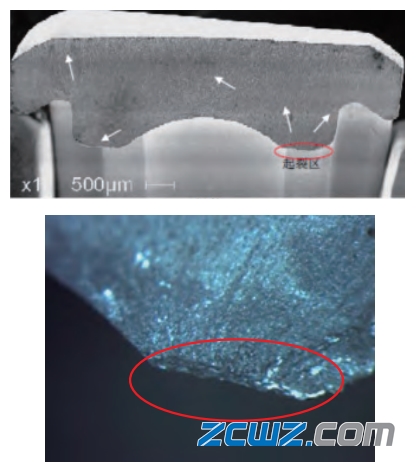
图2外圈断口裂纹源
经过分析,该轴承套圈在热处理过程中,热处理炉内的保护气氛是多种气体的混合物,有氧化性气体、中性气体、还原性气体和渗碳性气体等。在高温下加热时其化学反应很复杂,不论是脱碳反应,还.是增碳反应,除自由氧原子的参与外,都能在一定条件下达到平衡,甚至进行可逆反应。炉内碳势的高低,对渗碳层厚度、含碳量以及碳浓度梯度有很大的影响。
一般来说,炉内碳势越高,碳浓度梯度越陡,形成粗大和网状碳化物的倾向越大。为了避免碳势过高,引起轴承套圈表面增碳现象,热处理时不能急剧加热,需采用适当的加热温度,使钢的晶粒不长大为好。正确选择和设计加热介质、加热速度、加热温度和保温时间等加热参数;严格控制炉温均匀性,不能波动过大。通过控制炉内碳势来严格控制轴承套圈的碳浓度及浓度梯度,从而保证套圈的热处理质量和使用寿命。
2、开裂的轴承套圈的宏观形貌图及原因
如图3所示,此轴承时在使用过程中发生开裂的,图3上中粗头圈裂纹沿纵向发展并且较直,裂纹已经穿透该轴承套圈壁厚,在其外壁课件环状颜色较暗的氧化区域,黑色氧化区域带宽约为26mm,同时在外壁可见许多大小不一、深浅不均的剥落凹坑,深度约为10.5mm。轴承套圈断口上裂纹从凹坑底部向轴承套圈表面呈河流花样扩展,由此可见裂源在轴承套圈表面凹坑的底部或靠近底部位置。人为打开断口,打开后的轴承套圈断口宏观形貌,如图4所示。

图3开裂轴承套圈的宏观形貌图

图4断口打开后宏观形貌图
轴承套圈一旦发生接触疲劳剥落将导致其失稳,加之材料硬度高、脆性大,在局部剥落的区域开始发生一次性脆性断裂,即较直的宏观裂纹,微观断口较平直,呈解理特征快速扩展,且快速扩展区域占断口断面的大部分区域。产生接触疲劳的因素包括材料的组织结构、表面强化工艺、工件表面粗糙度、润滑剂以及应力等。通过分析可见,该工件组织均匀且正常、表面未经强化处理,工件工作面上也未见较粗糙特征,在断裂源处未见明显的组织变化,故可以排除表面组织变化原因导致接触疲劳,即该轴承套圈表面产生接触疲劳的原因可能是接触应力和循环应力场产生的微滑移共同作用的结果。
3、轴承外圈沟道表面开裂宏观形貌图及原因
将某断裂的轴承外圈进行酸浸处理后,肉眼观察可见沟道表面显示严重的黑色烧伤斑痕迹与磨削方向基本垂直的平行分布的横向裂纹,如图5所示,摔开断口上呈现月牙形烧伤层,断口呈细瓷状,由沟道处启裂快速向里推进至完全断裂,见图6所示。
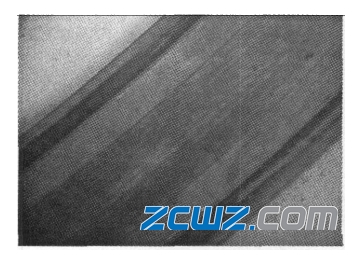
图5轴承外圈沟道表面裂纹宏观形貌图
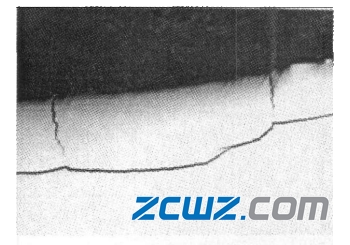
图6断口上月牙形烧伤层宏观形貌图
轴承外圈沟道表面平行状裂纹属典型的磨削裂纹,导致其磨削开裂主要是由磨削量过大和磨削工艺条件恶劣等因素引起的;其次,轴承外圈回火不充分,亦增加了其磨削开裂的敏感性。建议改进轴承外圈的回火工艺,采用170C×4h回火,可减小磨削拉应力,使金属体积更趋稳定;另磨削加工时需严格控制进磨量,充分冷却,及时修整砂轮,可有效防止磨削开裂。
4、轴承内圈沟道面开裂宏观形貌图及原因
在粗磨内圈滚道面后,经磁粉探伤发现滚道的两侧,尤其是靠近油沟处出现许多细小裂纹,个别套圈还出现了多道较深的、垂直于砂轮磨削方向的开裂及翘皮现象,其开裂形貌如图7所示。经线切割后,还出现整块材料从滚道面脱落现象。

图7轴承内圈沟道面裂纹形貌图
经过热酸洗后,发现轴承内圈两侧滚道面均有裂纹,裂纹的形状多为网状,也有垂直于磨削方向的直线裂纹,见图8所示。

图8热酸洗后滚道面裂纹形貌
经了解,可知轴承内圈裂纹两侧无脱碳,裂纹产生于热处理或磨削工序;滚道表面存在严重的二次淬火和高温回火层,酸洗后裂纹分布呈网状或与磨削方向垂直,而淬火马氏体在合格范围内,因此,内圈滚道面上的裂纹是磨削裂纹。内圈一侧滚道面上的裂纹较深,说明该侧滚道面在磨削过程中所承受的磨削应力和热应力均较大,因而造成金属脱落的面积及厚度也较大。
为避免磨削裂纹的产生就要减少磨削热的产生和加速热量的散发。可以采取的预防措施有:
(1)选择恰当的切削液,进行充分而均匀的冷却。
(2)选择合适的砂轮。在磨料确定的前提下,可选用硬度较低、组织号大的砂轮并及时修整,因为大气孔砂轮自锐性好,散热性佳,可有效避免烧伤和磨削裂纹。
(3)合理选择磨削进给量,减小进刀量,提高工件圆周速度也可降低磨削温度,减少烧伤,从而避免磨削裂纹。
5、轴承齿圈开裂宏观形貌图及原因
此轴承齿圈的断裂位置位于其中一个螺栓孔处,并且沿着孔内壁已经裂透,截取断口部位清洗后观察,其宏观形貌见图9,可见孔内壁存在锈蚀现象,且锈蚀不均匀,裂纹起源于螺栓孔内壁锈蚀相对较严重的区域,呈多源特征,断面上可见明显的贝壳纹特征,并且裂纹扩展区占整个断口的95以上,瞬断区靠近齿圈内、外两侧,瞬断区面积<5,且存在明显的擦伤痕迹。

图9 轴承齿圈断口的宏观形貌图
在低当量应力幅和长寿命范围内,裂纹起始寿命主要取决于裂纹起始门槛值。在同一当量应力幅下,裂纹起始门槛值越高,则裂纹起始寿命越长,要使材料具有高的裂纹起始门槛值,主要是提高其屈服强度。而该开裂齿圈的屈服强度值低于技术要求值,即其疲劳寿命较短。
齿圈在长期使用过程中,于孔内壁产生氧化腐蚀,并且不同的孔、孑L的不同部位氧化腐蚀深度不同,在腐蚀坑底部甚至还出现了微裂纹。
腐蚀坑以及微裂纹都使得材料的疲劳门槛值降低,同时在腐蚀坑以及微裂纹处容易产生应力集中,所以当齿圈服役中存在交变载荷的情况下,在腐蚀较深的腐蚀坑处首先萌生微裂纹,并且在后续使用过程中,在交变载荷的作用下裂纹以疲劳方式不断扩展。由于齿圈在受到工作应力作用的同时还承受切向拉应力的作用,一旦裂纹萌生,切向拉应力会加速裂纹的扩展;同时由于齿圈被固定在设备上,其两侧均被约束,故受到震动的振幅较小,同时由于所受应力较小,裂纹以疲劳扩展的过程较长,所以扩展区占整个断口面积的比例很大。





